Keep in mind you want to go deep enough to seat the tube deep enough.
If you don’t, the crown will stick out from the case and look off.
I don’t have a set depth, but rather I test the tube frequently until it’s at the depth that allows the crown to seat properly.
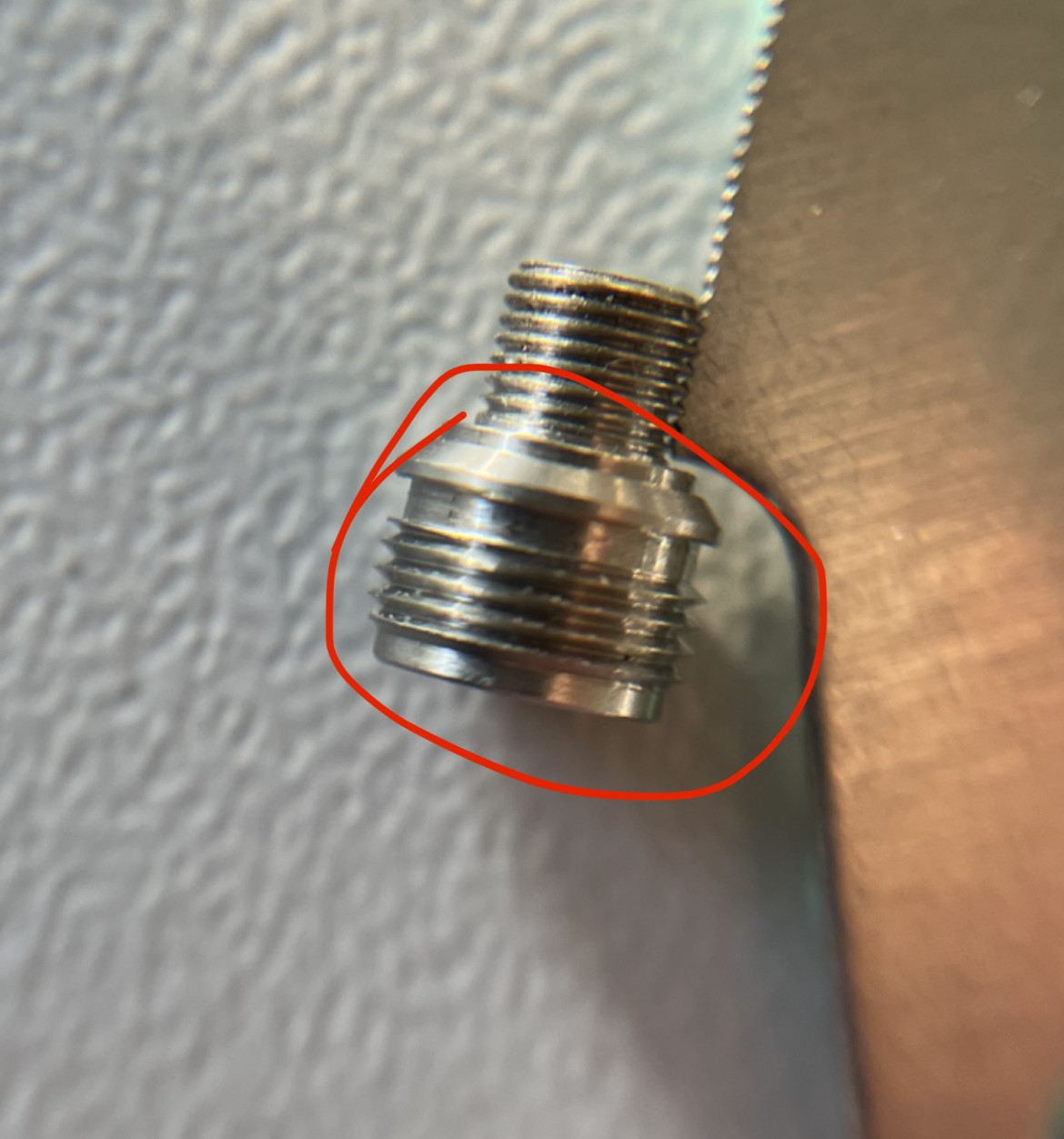
Here’s one I just did. 120 degree 4mm chamfer.


Thank you for the picture. The sealing needs a lot of pressure to be watertight?
Can you also share a picture without the tube to see the opening ?